

在制造业中,零部件的装配精度是整个设备的灵魂。随着设备结构愈加复杂,公差要求也日益严格。而在各类装配工装中,工装托盘作为承载、定位零件的核心工具,其尺寸精度和形位公差直接关系到零件装配的一致性及产品质量。因此,采用关节臂三坐标对其进行精确测量与实时调装,可有效适配快节奏的生产步伐,保障装配质量。
案例背景

苏州某机电公司(以下简称“该企业”)是深耕消费电子、汽车电子及工业电子领域的自动化测试与组装方案提供商。该企业长期服务于行业头部客户,在高精度装配与智能化检测方面积累了深厚的技术经验。
尽管技术积淀深厚,但日常生产中的大量工装托盘固定环节,该企业仍依赖传统卡尺、百分表甚至外包检测。面对日益加快的节奏,传统检测方式已然滞后,无法及时响应生产需求,并时常引发批量返工的问题。为此,该企业急需一款可部署于现场、高精度、实时反馈的测量工具。
派姆特(PMT)关节臂三坐标测量方案

结合对精度和量程的要求,该企业对比了多家关节臂三坐标品牌,最终选择引入2.5 m量程的派姆特(PMT)ALPHA M系列6轴关节臂三坐标,这款设备优异的实时调装能力,与该企业的需求高度契合,恰好能解决“大批量测完再返工”的现实问题。
该企业因交货需求压力大,签订合同并收到款项后派姆特(PMT)便完成了发货任务,整个流程仅用了3天。随后,在派姆特技术工程师的辅助下,该企业搭建起一套全流程工装托盘测量方案:在车间现场就能够对托盘上的孔径、平面度及曲面轮廓等特征,进行高精度的实时测量,测量完毕后报告自动生成且可集成到该企业质量管控系统中,存档溯源。
方案部署前后对比
| 类别 | 方案部署前 | 方案部署后 |
| 检测方式 | 传统方式(卡尺+外包) | 派姆特关节臂三坐标 |
| 可测范围 | 卡尺仅限长度,外包需送检,等待周期长 | 现场实时测量基本几何特征、GD&T形位公差、曲面轮廓、特殊尺寸(孔径等) |
| 调装方式 | 测完发现问题至返工,再测量需经历至少2-3天 | 边测边调,软件实时反馈偏差,一次性合格 |
| 数据管理 | 手动记录,存在误差。
外包公司格式和方式不统一,易丢失。 |
自动生成报告,可集成公司系统,上传云端,数据智能化且可永久追溯。 |
| 成本结构 | 卡尺1万元+外包约2000元/天(8h工作制) | 设备投入15-20万元(永久质保,长期投资价值) |
工装托盘测量流程
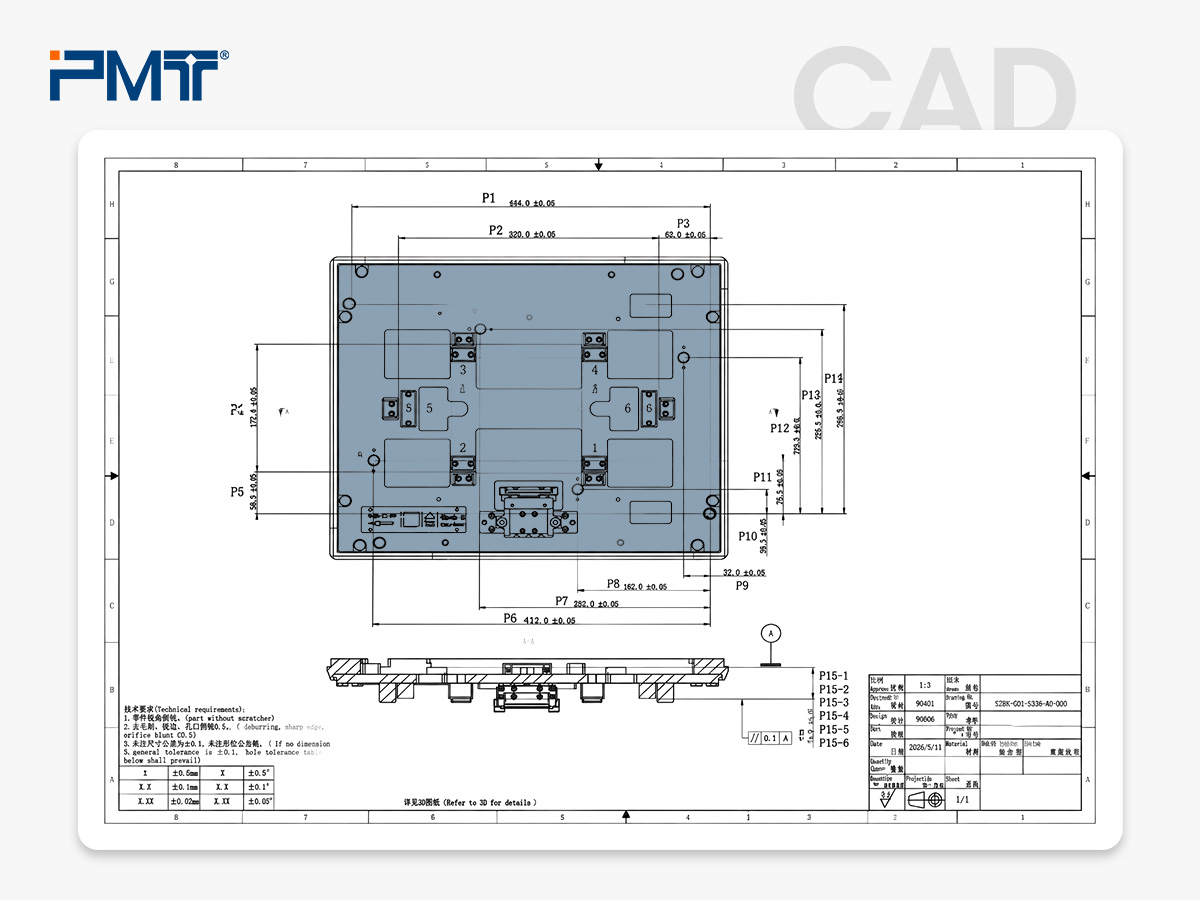
分析图纸,构思测量元素
根据图纸上标注的尺寸,找到工装托盘上对应的实际特征位置,以及测量基准,构思每个被测尺寸需要用到的测量元素,明确测量的重点部位及尺寸:孔径、孔位、平面度、平行度、曲面轮廓等。
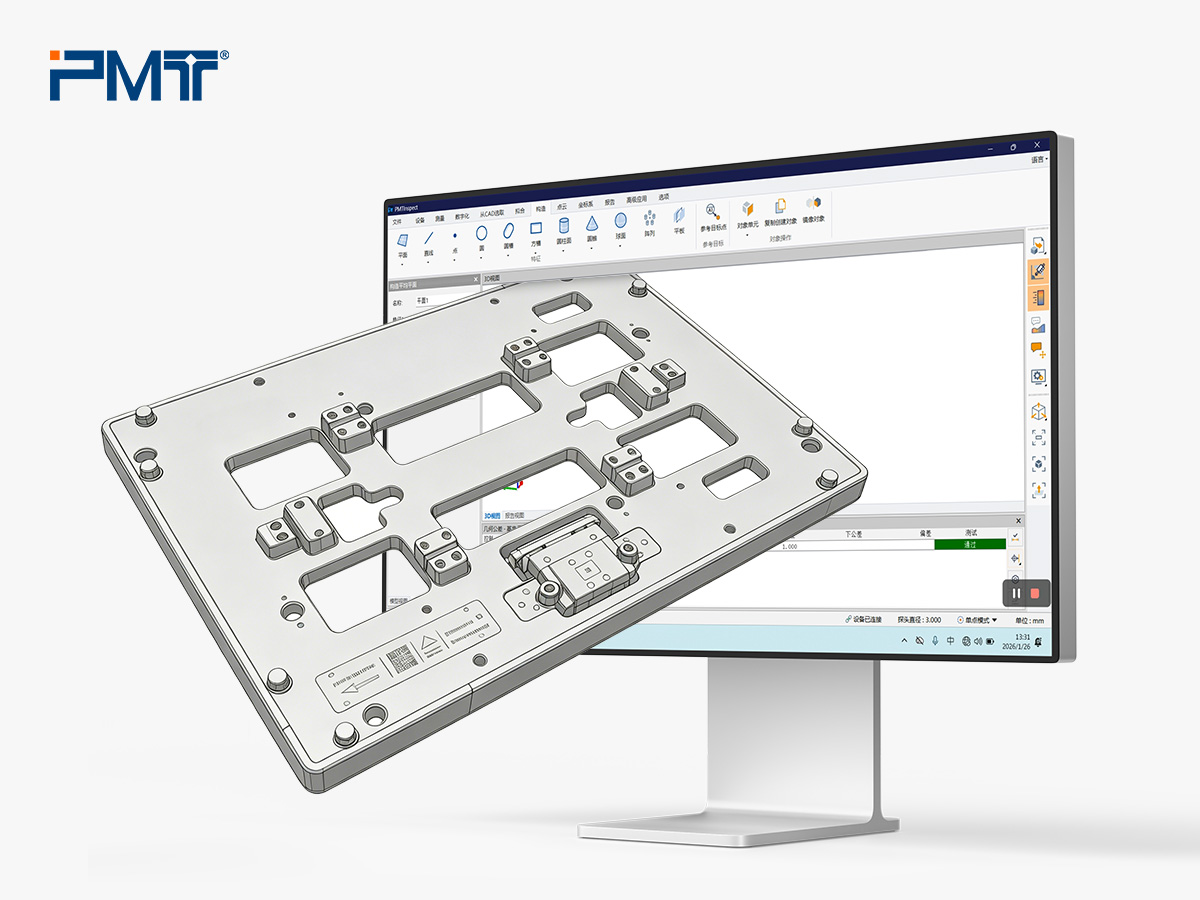
导入CAD模型
工装托盘用久了,基准面难免会有磨损、变形,并且托盘上需要测量的特征比较多,导入数模进行比对,更加方便。
建立坐标系
由于工装托盘的表面可能并不平整,采用“最佳拟合”来建坐标系更合适。简单讲,就是在多个基准特征上大量采点,通过统计运算来平衡各个特征之间的误差,这样相当于把误差给平均掉了,会更贴近工件当下的真实状态。
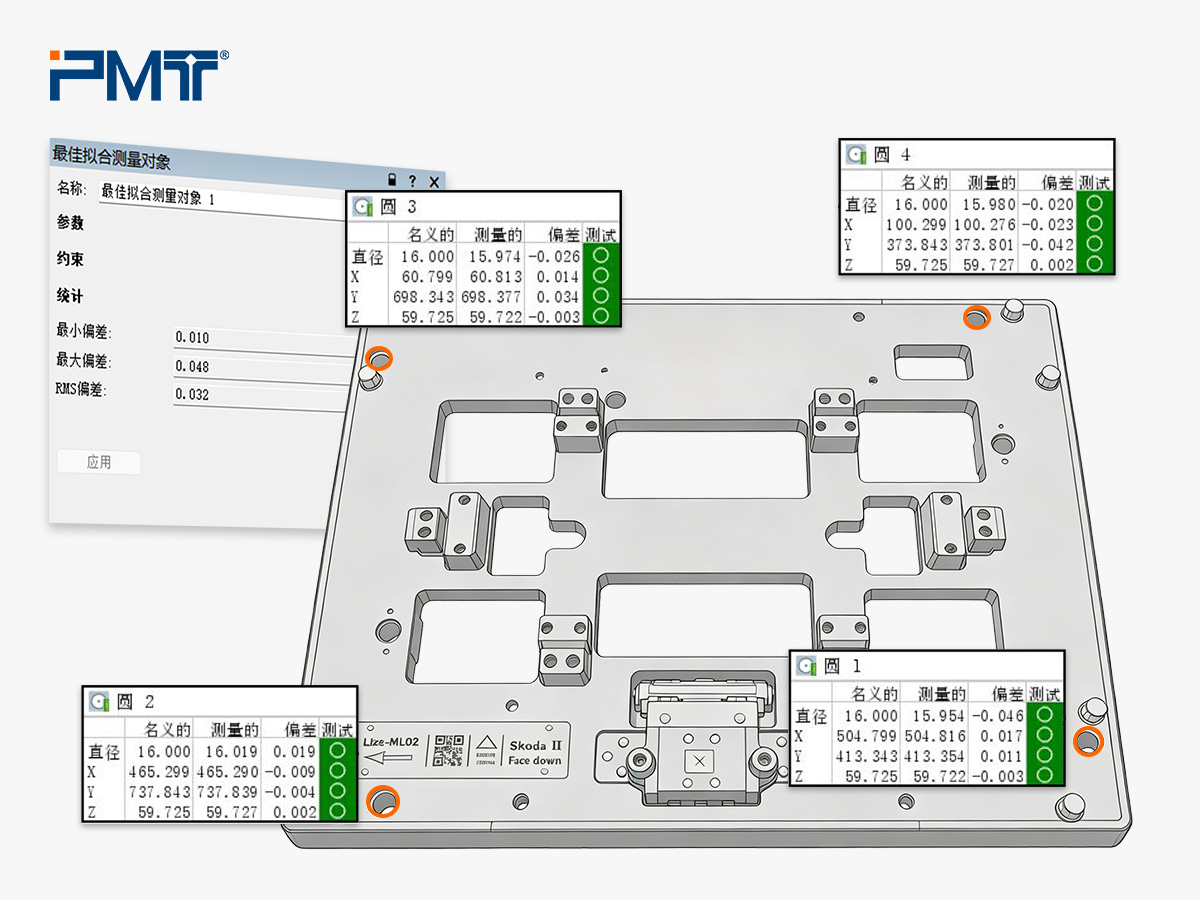
探测特征
使用派姆特(PMT)关节臂三坐标的锆石测头碰触到被测工件表面进行数据采集,将探测的位置信息转化到测量软件中,构成对应特征的 x,y,z 坐标与 i,j,k 向量数据,此时,可以直接在软件读出特征的基本尺寸信息。
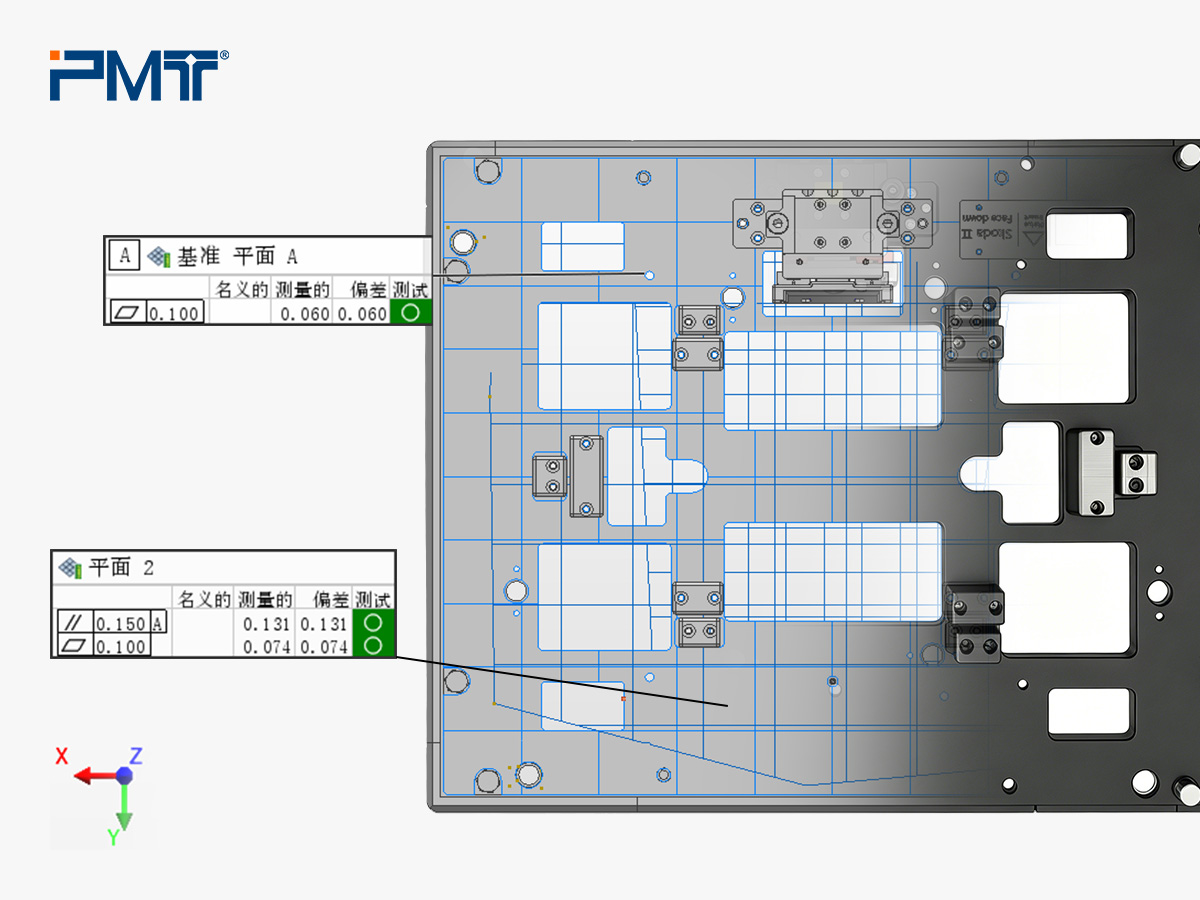
数据评价和分析
根据产品设计图选取相应特征设为参考基准,在指定参考基准的情况下,进行孔径、孔位,以及平面度、平行度、曲面轮廓的形位公差测量。对比关节臂测量数据与图纸设计的数据,分析工装托盘的尺寸偏差、形位公差是否在允许的范围内。对于超出公差范围的部分,进行标记和分析,找出问题所在。
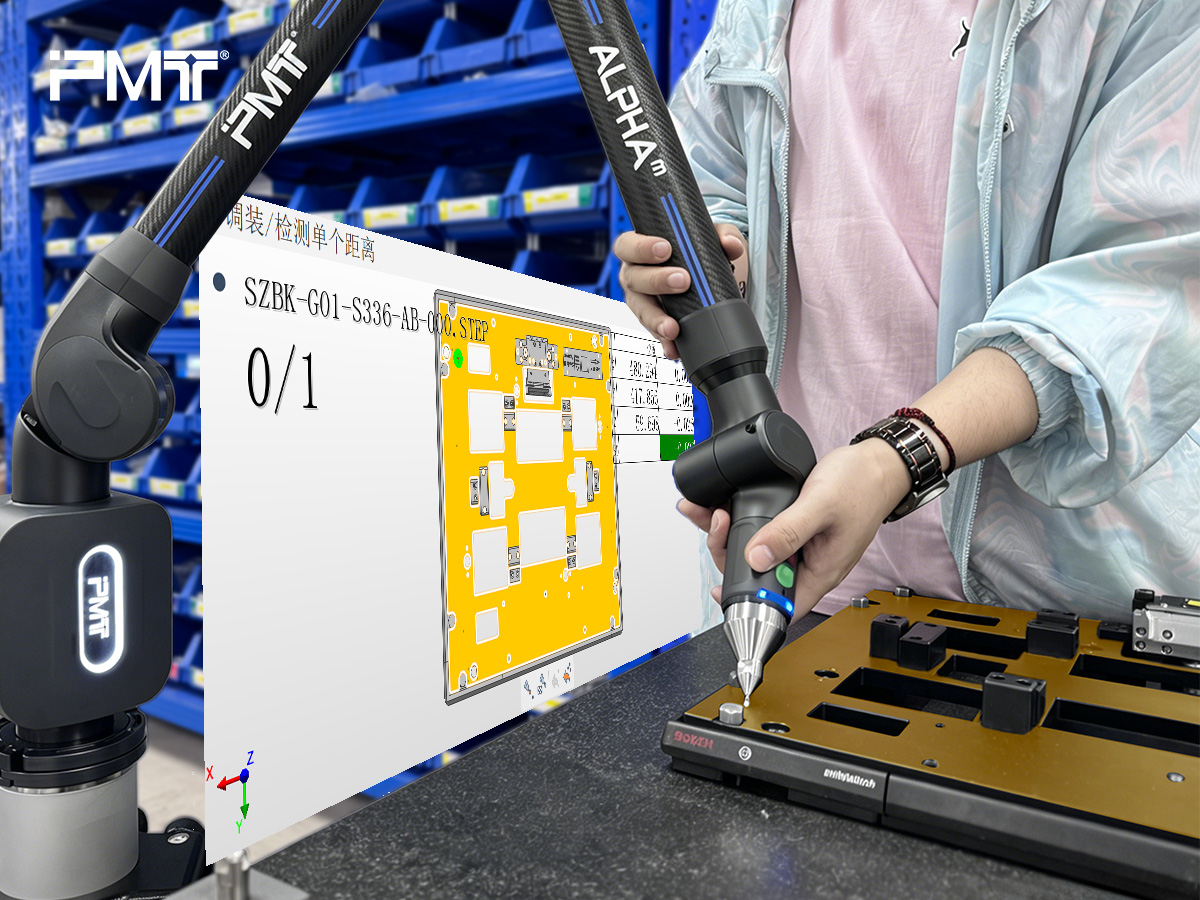
调装检测
这个步骤能够快速进行工装托盘找正、零件装配对位、曲面高低点定位。使用派姆特(PMT)关节臂三坐标的测头触碰工装托盘,软件界面就会即实时计算并显示位置偏差,此时可借助颜色辅助与蜂鸣提示,逐步调整零件位置,调整后软件会即时更新偏差数据,边测边调,直至偏差进入绿色区域即为合格。
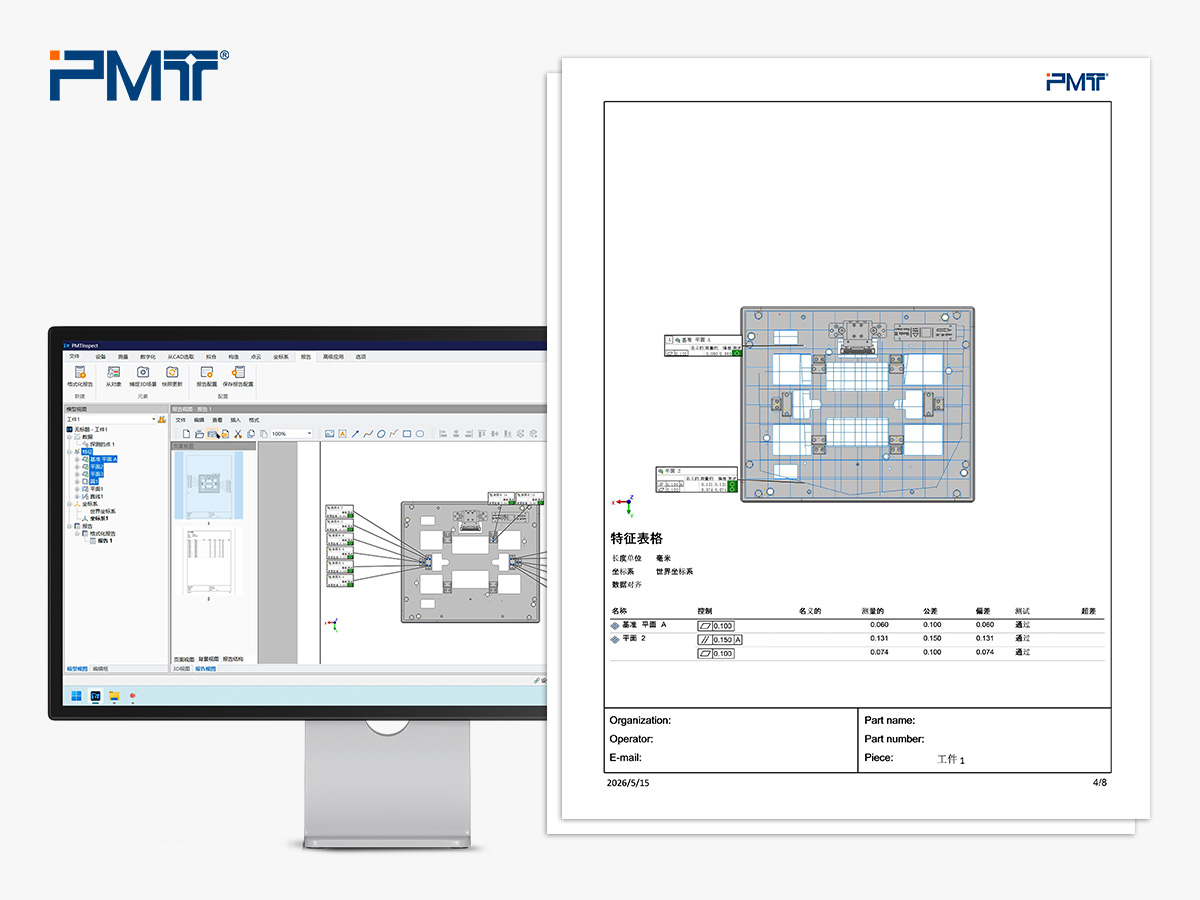
报告生成
根据需求对数据进行分类编辑、设置公差、捕捉3D场景等操作,排版后可保存为pdf与excel等常用的报告格式,以便后续的质量追溯和分析。
派姆特(PMT)关节臂三坐标应用成效
使用派姆特(PMT)关节臂三坐标一段时间以来,该公司的工装托盘检测效率显著提升:
- 原来全部需要人工手动采点,数据记录零散、难管理,现在使用派姆特(PMT)关节臂三坐标进行检测,时间差不多缩短了一半,省时省力;
- 派姆特(PMT)关节臂三坐标可以直接安装在生产线旁边,省去了搬运工件的时间;
- 使用派姆特(PMT)关节臂三坐标进行实时调装,可以让操作人员边测边调,不用等报告出来再返工,避免了大批量返工的损失;
- 统一输出PDF/Excel报告,支持长期追溯与分析数据,再也不用为数据难管理而头疼。
派姆特(PMT)关节臂三坐标全流程测量方案总结
总的来说,该企业依托派姆特(PMT)关节臂三坐标,建立起一套准确、高效、可追溯的工装托盘全流程测量方案,有效解决了传统检测手段在精度、效率和现场适应性方面的不足,把工装托盘的测量从头到尾理顺了,由此可见,派姆特(PMT)关节臂三坐标已成为提升制造业工装检测能力、保证产品质量的重要工具。
想为您的产线部署同样的实时调装方案?点击获取派姆特关节臂三坐标详细技术方案,预约免费现场演示。